مشخصات پروانهها

در دو قسمت مقاله پیشین اطلاعاتی را در مورد ریخته گری گریز از مرکز برایتان فراهم کردیم. حال در این قسمت ادامۀ مقاله را میتوانید بخوانید. در این قسمت از ریخته گری گریز از مرکز یک سنبه هاب الگو از جنس فولاد با کیفیت بالا ساخته میشود. در اینجا، مقدار انقباض آلیاژ مس – بریلیوم چیزی در حدود ۰/۰۰۴ میلیمتر به میلیمتر ( اینچ به اینچ ) است. بنابراین، اندازه هاب به نسبت مقدار فوق باید بزرگتر ساخته شود. حال در این مرحله از ریخته گری گریز از مرکز سنبۀ هاب الگو به یک صفحه بسته شده و در داخل یک محفظه قرار میگیرد. ابتدا مجموعه را پیش گرم میکنند و به موازات صفحه پرس روی صفحۀ پایین پرس هاب بسته میشود. [caption id="attachment_222" align="aligncenter" width="300"] ریخته گری گریز از مرکز[/caption] در مرحلۀ بعد، مواد مس – بریلیوم مذاب، درون فضای ایجاد شده بین محفظه و هاب ریخته میشوند. در این مرحله، برای محافظت از هاب اغلب از یک محافظ استفاده میشود. در اینجا، یک پلانچر که به صفحۀ متحرک پرس بسته شده بر روی مذاب مس – بریلیوم قرار گرفته و به مذاب نیرو ...
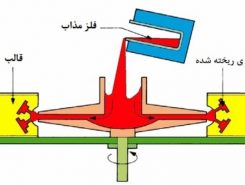
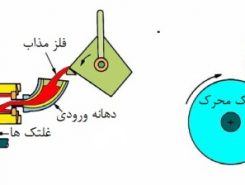
در پست پیشین ما اطلاعاتی را در مورد حرفه ریخته گری گریز از مرکز برایتان منتشر کردیم. در این مقاله میتوانید ادامه قسمت پیشین را بخوانید. حرفه ریخته گری گریز از مرکز یا سانتریفیوژ سيستم حرفه ریخته گری گریز از مرکز یا سانتریفیوژ بر اساس نيروي گريز از مركز ساخته شده است. همان طور که احتمالاً ميدانيد، هر گاه جسمي با سرعت معيني حول يك مركز با محور به چرخش بیفتد، نيرویی در جسم متحرك و در جهت مماس بر مسير دوران و به سمت خارج از مركز ايجاد میشود كه به نيروي فراگريز يا گريز از مركز معروف است كه مقدار آن از رابطه F=MRW2 به دست میآید که در آن، R شعاع دوران، M جرم جسم و V سرعت خطي و W سرعت زاويهای است. [caption id="attachment_223" align="aligncenter" width="300"] ریخته گری گریز از مرکز[/caption] محور دوران در حرفه ریخته گری گریز از مرکز ممكن است به سه حال قائم، افقي يا مايل باشد. قطعه اي كه در اين روش تهيه میشود، سطحی تمیز و صاف دارد و همچنين درجه خلوص جسم به علت جابجا شدن در اثر قوه گريز از مركز ایجاد میشود، به علاوه، در اين روش نیازی به ماهيچه گذاری نيست. جنس قالب ...

در قسمتهای پیشین این پست اطلاعاتی مقدماتی در مورد ریخته گری دقیق برایتان فراهم کردیم. از آنجایی که این مقاله کمی طولانی است، آن را به چند بخش تقسیم کردهایم که میتوانید در این قسمت و قسمتهای بعد آن را بخوانید. [caption id="attachment_327" align="aligncenter" width="300"] ریخته گری دقیق[/caption] نحوه تعیین سرعت ریخته گری با توجه به توضیحاتی که در قسمت پیشین این مقاله دادیم، براي تعيين سرعت ریختهگری و در كنار آن زمان ریخته گری به این روش اقدام کنید: ابتدا روي قالبهاي گچي به ترتيب از شماره يك تا پنج را بنویسید؛ سپس دوغاب آماده شده را به ترتيب در اولين قالب ريخته و بلافاصله کرونومتر را فعال کنید. بلافاصله پس از تمام شدن آن به سراغ قالب گچي ديگر بروید و در نهايت، پنجمين قالب گچي را از دوغاب پر كنيد. پس از گذشت يك دقيقه، اولين قالب و بعد به ترتيب قالبهاي ديگر را تخليه كنيد. [caption id="attachment_322" align="aligncenter" width="300"] ریخته گری[/caption] بعد از اينكه آخرين قطرات دوغاب از چكه كردن باز ايستاد، قالب را مدتی به حال خود رها کنید و بعد از گذشت زمان مشخصي كه جداره تشكيل شده در ...
در ابتدا، فردی انگلیسی به نام آنتونی اکهارد و در سال 1809 میلادی طرح استفاده از نیروی گریز از مرکز را ارائه کرد و این نیرو برای اولین بار در سال ۱۸۴۸ میلادی در بالتیمور و برای تولید لوله چدنی به صورت صنعتی استفاده شد. همگام با پیشرفت علم و صنعت از سال ۱۸۹۰ میلادی، پیشرفتهایی در روش ریخته گری گریز از مرکز آغاز شد که در سالهای ۱۹۱۲ تا ۱۹۱۸ میلادی، منجر به ساخت ماشین De- lavaud توسط De- lavaud برزیلی شد. [caption id="attachment_322" align="aligncenter" width="300"] ریخته گری[/caption] لولهریزی به روش De- lavaud در روش ریخته گری گریز از مرکز ، برای پر کردن قالب، علاوه بر نیروی ثقل از نیروی گریز از مرکز نیز استفاده میشود. در این روش، سطح بیرونی قطعه با استفاده از سطح داخلی قالب شکل میگیرد، ولی سطح داخلی قطعه به چند صورت امکان شکلگیری دارد که موجب یک تقسیمبندی در روشها گردیده و به طور کلی، در سه دسته زیر طبقهبندی شدهاند. ریخته گری گریز از مرکز حقیقی ریختهگری نیمه گریز از مرکز ریختهگری تحت نیروی گریز از مرکز یا قطعات گریز از مرکز شده [caption id="attachment_58" align="aligncenter" width="300"] پروانه یک ...
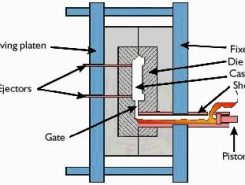
در پستهای پیشین ما اطلاعاتی را در مورد ریخته گری تحت فشار خواندید. حال در این مقاله، قسمت پایانی آن را برایتان فراهم کردهایم که توجهتان را به خواندنش جلب میکنیم. مزایای سیلندرها در ریخته گری تحت فشار استفاده از این نوع از سیلندرها (ثابت) در ریخته گری تحت فشار هزینه کمتری دارد و به دلیل داشتن قطعات ثابت، حفظ و نگهداری آنها کار آسانی است. علاوه بر این، پمپ تخلیه ممکن است در طول قالبگیری برای به حداکثر رساندن تخلیه گازها تا آخرین لحظات عملیات درگیر باشند. [caption id="attachment_240" align="aligncenter" width="300"] ریختهگری تحت فشار[/caption] معایب سیلندرها در ریخته گری تحت فشار سیلندرهای ثابت نقصها و کاستیهایی هم دارند. با وجود این که حفظ این دستگاهها ممکن است کار راحتی باشد، اما حفاظت از دستگاه در طول فرآیند تولید مسئله بسیار مهمی است، چون در طول این فرآیند سیلندر باید تمیز باقی بماند و علاوه بر این، جرقههای به وجود آمده از بست خنککننده میتواند تخلیه گاز را به تأخیر بیندازد. به علاوه، نوع خاصی از سیلندرهای ثابت عرضی معادل 5 تا۱۰سانتیمتر و شکافی به اندازه نیم میلیمتر دارند و با وجود اینکه یک سیستم تخلیه میتواند ...

در قسمت پیشین و بخش تأثیر تراکم قالب گچی در ریخته گری دقیق توضیح دادیم که در بعضي موارد به جای تعبيه حلقه از قيف استفاده میشود . حلقهها میتوانند از جنس لاستيك و يا گچ باشند. درصورتیکه حلقهها از جنس گچ باشند، در سطح داخلي حلقه ، در محل تماس دوغاب با گچ نيز لایهای ايجاد میشود. به طور کلی، اين لايه اضافي تشکیل شده و نيز سایر قسمتهاي اضافي (به عنوان مثال، اضافههای ايجاد شده در محل درز قالبهای ریخته گری دقیق) در مرحله پرداخت بريده و جدا مي شوند . به ندرت پیش میآید که قالبهاي گچي يك تكه باشند. بدين معني كه به طور معمول فراوردهها در قالبهاي چند تكه شكل مي يابند. از طرف ديگر، در مورد بعضي از شكلهاي پيچيده در ریخته گری دقیق مدل اصلي باید به چند قعطه مختلف تجزيه شده و هر يك از قسمتهای آن جداگانه شكل بگيرند . سپس، بعد از خروج از قالبها به يكديگر متصل شوند. به عنوان مثال، در مورد ظروف خانگي، دسته فنجانها و يا لوله قوريها به صورت مجزا شكل يافته و پس از خروج ...
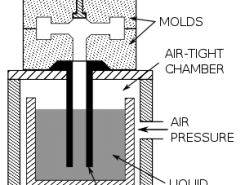
در پست پیشین خود قسمت اول مقاله ریخته گری تحت فشار در خلأ را منتشر کردیم و اطلاعاتی را در مورد آن توضیح دادیم. از آنجایی که این مقاله کمی طولانی است، آن را به چند بخش تقسیم کرده و در هر قسمت، مقداری از آن را توضیح خواهیم داد. تنظیم افت در قالب همانند سایر فرایندهای ریخته گری نیز فشار بالای ستهمسازی فلز در طول جامدسازی فلز مایع ایجاد میشود تا افت روزن را در طول فرایند به کمترین میزان ممکن برساند. دریچههای کوچکی که در ریخته گری سنتی به کار میروند، به سرعت منجمد میشوند و دیوارهای را ایجاد میکنند که جلوی وارد شدن فشار به قالب ریخته گری را میگیرند. ریخته گری تحت فشار با در نظر گرفتن جامدسازی افت روزن در مقایسه با ریخته گری سنتی منافع دیگری ندارد. [caption id="attachment_239" align="aligncenter" width="233"] دستگاه ریختهگری تحت فشار کم در ریخته گری تحت فشار[/caption] اصول و قواعد استفاده از تجهیزات در ریخته گری تحت فشار در خلأ در فرایند ریخته گری تحت فشار در خلأ، همان سیستم قدیمی ریخته گری با افزودن سیستم تخلیه به کار گرفته میشود. این سیستم شامل پمپ تخلیه ...