مشخصات قالبها در ریخته گری آلومینیوم – قسمت اول

در کنار مقالاتی که تاکنون در مورد روشهای مختلف ریخته گری و کاربردها و مزایای استفاده از هر یک برایتان منتشر کردهایم، در این مقاله و ادامه آن در مقاله بعدی اطلاعاتی را درباره مشخصات قالبها در ریخته گری فراهم خواهیم کرد.
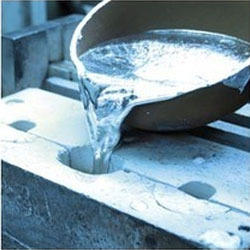
ریخته گری آلومینیوم
آلیاژهای آلومینیم در تمامی روشهای مختلف ریخته گری تولید میشوند: الف) قالب موقت (ماسهای، گچی، سرامیک و پوستهای ) ب) قالب دائمی (ریژه، دای کاست، گریز از مرکز). اما عمدهترین روشها برای تولید این آلیاژ به ۳ دسته ریخته گری در قالب ریژه، ریخته گری در قالب دای کاست و ریخته گری در قالب ماسهای تقسیم میشوند. از آنجایی که این آلیاژها نقطه ذوب و وزن مخصوص پایینی دارند، قالبهایی که در این فرآیندها استفاده میشوند، تا حد کمتری تحت تأثیر واکنشهای حرارتی و هیدرو استاتیکی مذاب قرار میگیرند و به همین دلیل، سطح ریختگی و دقت ابعاد آن از کیفیت بهتری نسبت به سایر آلیاژهای سنگین و آهنی برخوردار است.

قالب گیری آلومینیوم
ریخته گری تحت فشار یا دای کاست
معمولاً قالبهایی که برای ریخته گری آلومینیوم استفاده میشوند، از جنس فولاد مخصوص مقاوم حرارتی و مکانیکی ( فولادیهای کروم ، نیکل ، وانادیوم و تنگستن ) هستند. در ریخته گری این فلز ، معمولاً استفاده از آلیاژهایی بهتر است که حاوی سیلیس و روی باشند. در این فرآیند، ماشینهای محفظه گرم قابلیت استفاده زیادی در ذوب و ریخته گری آلومینیوم ندارد و ماشینهای محفظه سرد و در سیستمهای افقی و در برخی موارد هم در سیستمهای عمودی به طور روزافزون و به طور گستردهای در این صنعت به کار میروند.

دمنده کوره
ریخته گری با قالبهای ریژه یا صیقلی
در ریخته گری این آلیاژ با استفاده از قالب دائمی (ریژه)، معمولاً ماهیچههای ماسهای به کار گرفته میشوند زیرا این آلیاژ در حرارت بعد از انجماد مقاومت کمی دارد. به همین دلیل، در اصطلاح به این فرآیند، نیمه دائمی نیز گفته میشود. به طور معمول، قطعاتی که در این فرآیند تولید میشوند، قطعات کوچکی هستند. قالبهای فلزی معمولاً از جنس چدن خاکستری (پر کردن ) ساخته میشوند که تا حد امکان از خوردگی آهن توسط آلومینیم مذاب جلوگیری شود. معمولاً در این فرآیند قالبهای فلزی را با گرافیت و یا زیرکن محلول در آب پوشش میدهند. در ادامه، عمل پوشش دادن با گرم کردن قالب تا حدود ۸۰ درجه سانتیگراد انجام میگیرد و پس از هر بار خشک کردن، پوشش را تکرار میکنند تا حداقل به ضخامت ۱ میلیمتر پوشش لازم داده شود.

پروانه مرطوب ساز
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری را برای کاربران و خوانندگان محترم خود فراهم کرده است.
اگر در مورد محصولات ما به اطلاعات بیشتری نیاز داشتید یا قصد سفارش محصول دارید، با
استفاده از بخش تماس با ما میتوانید با کارشناسان ما تماس گرفته و مشورت بخواهید.
منتظر نظرها و پیشنهادهای سازنده شما عزیزان هم هستیم.
شرکت رباط فن
نظرات سایت