ریخته گری تحت فشار در خلأ – قسمت دوم
در مقاله پیشین بخشهایی از مطالب مربوط به این نوع روش ریخته گری را برایتان توضیح دادیم. حال در این قسمت میتوانید ادامه این مطلب را بخوانید.
ادامه کنترل گازها در ریخته گری
تمامی پارامترهای موجود در ریخته گری تحت فشار در خلأ با پارامترهای موجود در ریخته گری سنتی مطابق و همسان هستند و به ایجاد خلأ در قالب ریخته گری کمک زیادی میکند. در واقع، در طول این فرایند، دستگاه مکش باید دقیقاً بر روی قالبها قرار گرفته باشد و تا جایی که امکان دارد، گازها را از قالب بیرون بکشد و باید در طول قرار دادن دستگاه مکش بر روی قالب، دقت و ظرافت زیادی به کار برده شود تا فرآیند انسداد سوپاپ بر روی قالب به بهترین شکل ممکن انجام شود. همانطور که از این فرآیند مشخص است، این مکان یابی ممکن است عاقلانه نباشد. درست مانند ریخته گری سنتی، ریخته گری تحت فشار در خلأ روند تجزیه سیستم رانر را نشان میدهد.
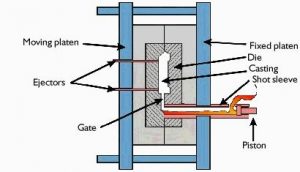
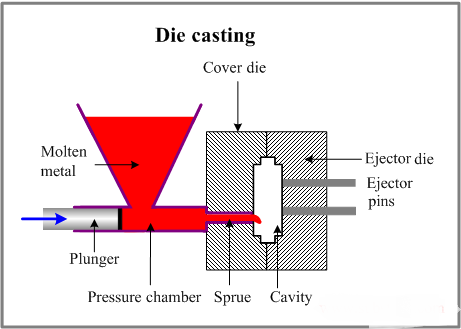
ساختار ریختهگری تحت فشار
توجه داشته باشید که اگر سوپاپ انسداد خلأ در دورترین نقطه ممکن از ورودی نصب شود، ممکن است منجر به عملکرد و بسته شدن زود هنگام سوپاپ در طول فرایند بشود. علاوه بر این، برای تشخیص مکان گذاری مناسب سوپاپ، ممکن است مدلسازی کامپیوتری به کار گرفته شود.

یک متری سنگین
زمانبندی در فرایند ریخته گری تحت فشار در خلأ بسیار حیاتی است و اهمیت بسیار بالایی دارد. خلاء سازی باید بلافاصله بعد از این که پیستون حفره ریختهگری را بست، انجام شود. اگر خلاء سازی فضا قبل از بسته شدن حفره ریختهگری انجام شود، هوای خارج دستگاه به داخل سیستم رانده میشود. در مقابل، اگر خلاء سازی بلافاصله بعد از بسته شدن حفره ریخته گری انجام نشود، ممکن است گازها در رأس امواج فلز مایع حبس شوند و در طول لوله پرتابش غلط بزند.

پروانه دم فشار قوی ریختگی
تنظیم افت
همانند سایر فرایندهای ریختهگری، در قالب فشار بالای ستهمسازی فلز در طول جامد سازی فلز مایع به وجود میآید تا افت روزن را در طول فرایند به کمترین میزان ممکن برساند. دریچههای کوچکی که در ریختهگری سنتی به کار میروند، به سرعت منجمد میشوند و دیوارهای را به وجود میآورند که از وارد شدن فشار به قالب ریختهگری جلوگیری میکند. ریخته گری تحت فشار با در نظر گرفتن جامد سازی افت روزن در مقایسه با ریختهگری سنتی منافع دیگری ندارد.

ملخی پر دور سایز ۷۰
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها به روش ریخته گری در این مقاله
اطلاعاتی مفید در مورد ریخته گری تحت فشار در خلأ برای کاربران و خوانندگان محترم خود فراهم
کرده است.
در پستهای بعدی خود اطلاعات بیشتری در مورد ریخته گری برایتان منتشر خواهیم کرد. برای کسب
اطلاعات بیشتر در مورد محصولات ما یا سفارش محصول خاص میتوانید با استفاده از بخش
تماس با ما با کارسناسان ما مشورت کنید. نظرها و پیشنهادهای سازنده خود را برایمان بفرستید

پروانه یک متری سبک
نظرات سایت