تشریح ریخته گری تحت فشار – قسمت اول
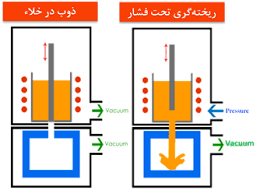
منبع اصلی وجود روزن در ریخته گری در خلأ ، گازهای حبس شده داخل قالب سنتی است. در ریخته گری تحت فشار در خلأ میتوان خلأ در حفرههای قالب توسط سیستم رونده و لوله پرتاب در طول فرایند شکل داد.
این فرایند بی عیب و نقص باعث افزایش تواناییها و مزایای ریخته گری سنتی و در عین حال حفظ منافع اقتصادی آن افزایش میشود.
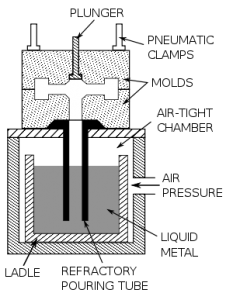
دستگاه ریختهگری تحت فشار کم
فرایندهای متعدد ریخته گری فلزی، به سیستم ریخته گری تحت فشار در خلاء در تخلیه گازهای ناخواسته کمک میرساند. این فرایندها شامل ریخته گری در قالبهای دائمی، ریخته گری بدون کف، ریخته گری در قالب گچی میشوند. تغییر تدریجی ریختهگری سنتی به صورت تحت فشار در خلأ همان پیشرفت در صنعت انسداد سوپاپ بوده است و فرایند ریخته گری تحت فشار با سایر فرایندهای کامل و یکپارچه مانند ریخته گری تحت فشار و فلزسازی نیمه جامد قابل مقایسه است.
یکپارچگی و تکامل اجزای ریخته گری تحت فشار در خلأ از نوع سنتی آن بیشتر و بهتر است و این امر به دلیل سطوح کاهش یافته در روزن است که از کاستن گازهای محبوس به دست میآید.
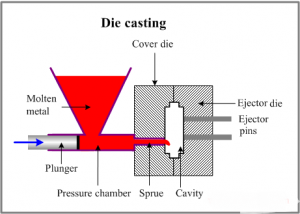
ریختهگری تحت فشار
کنترل گازها در ریخته گری تحت فشار
روزن تخلیه گازها میتواند از منابع بسیاری همچون حبس گازها در طول ریختهگری، تجزیه روغنهای تولیدی، و تکامل گازهای حل شده در آلیاژ مایع سرچشمه بگیرد. ریخته گری تحت فشار در خلأ انتقال گازها را از گودی قالب به جای حبس آن به وسیله یکی از این ۲ روش معمول انجام میدهد:
در گودال ریخته گری هم هوا و هم گازهای فرآوری شده از تجزیه روغن ها را میتوان از طریق فرایند ریخته گری تحت فشار جابهجا کرد.
در ریختهگری سنتی گازها از قالب ریختهگری بیرون کشیده میشوند درصورتیکه میزان حجم گازی که باید از خود قالب بیرون کشیده شود بسیار بیشتر از گازهایی است که از گودی قالب بیرون کشیده میشود. همانند حجم پرتاب استوانه در سیستم رانر که خالی از فلز میشود.

پروانه دم فشار قوی ریختگی
وقتی حجم گازی را که در طول فرایند باید از قالب خارج شود با عملکرد ریخته گری سنتی مقایسه کنیم، این نتیجه به دست میآید که امکان تخلیه کامل گاز قبل از قالبگیری فلز وجود ندارد. ریخته گری تحت فشار در خلأ فرایند بی عیب و یکپارچهای است که در آن از دستگاه مکش کنترل شدهای برای استخراج گازها از گودی قالب و سیستم رانر در طول تزریق فلز مایع استفاده میشود. از این فرایند برای به حداقل رساندن حبس گازها درطول پرکردن قالب استفاده میشود و اگر این فرایند با حجم مناسبی عمل کند %۹۵ از حجم تمام گازهای موجود در گودی قالب را درmmHg ۷۵۰ تخلیه میکند.

پروانه های ایندولا
چند نکته
تمام پارامترهایهای موجود در ریخته گری تحت فشار در خلأ با پارامترهای موجود در ریختهگری سنتی مطابق و همسان هستند و به ایجاد خلأ در قالب ریخته گری سنتی کمک میکنند. در طول فرآیند، دستگاه مکش باید بر روی قالبها قرار گرفته باشد و تا زمانی که ممکن است گازها را از قالب بیرون بکشد و باید در زمان قرار دادن دستگاه مکش بر روی قالب دقت و ظرافت زیادی به کار برده شود تا عمل انسداد سوپاپ بر روی قالب به خوبی انجام شود.

پروانه یک متری سبک
اگر سوپاپ انسداد خلاء در دورترین نقطه ممکن از ورودی نصب شود، ممکن است به عملکرد و بستن زود هنگام سوپاپ در
طول فرایند منجر شود. احتمال دارد که برای تشخیص مکانگذاری مناسب سوپاپ، از مدلسازی کامپیوتری استفاده شود.
زمانبندی در فرایند ریخته گری تحت فشار در خلأ بسیار حیاتی و مهم است. خلأ سازی باید بلافاصله بعد از این که پیستون
حفره ریختهگری را بست انجام شود. اگر خلأسازی فضا قبل از بسته شدن حفره ریخته گری انجام شود، هوای خارج دستگاه
به داخل سیستم رانده میشود. اگر این فرآیند بلافاصله بعد از بسته شدن حفره ریختهگری انجام نشود، ممکن است گازها در
رأس امواج فلز مایع حبس شده و در طول لوله پرتابش غلط بزند.

پروانه مرطوب ساز
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری تحت فشار را برای کاربران و خوانندگان محترم خود فراهم کرده است.
اگر در مورد محصولات ما به اطلاعات بیشتری نیاز داشتید یا قصد سفارش محصول دارید، با
استفاده از بخش تماس با ما میتوانید با کارشناسان ما تماس گرفته و مشورت بخواهید.
منتظر نظرها و پیشنهادهای سازنده شما عزیزان هم هستیم.

دمنده کوره
نظرات سایت