آشنایی با ریخته گری تحت فشار – قسمت سوم
در این مقاله از مجموعه مقالات خود در مورد ریخته گری تحت فشار میخواهیم به بررسی علتهای
ایجاد تخلخل جریان در قطعه ریخته گری تحت فشار بپردازیم و آنها را بررسی کنیم.
علتهای ایجاد تخلخل جریان در قطعه ریخته گری تحت فشار
تخلخل جریان یکی از انواع تخلخل است که در نتیجه جریان ضعیف به وجود میآید و باعث
ایجاد عیوب سطحی مانند سوراخها، حفرهها و عیوب داخل قطعه ریخته گری مانند تخلخلها
میشود. دلیل بروز تخلخل جریان را میتوان ترکیبی از علتهای ایجاد عیوب سطحی و
تخلخلهای گازی عنوان کرد.
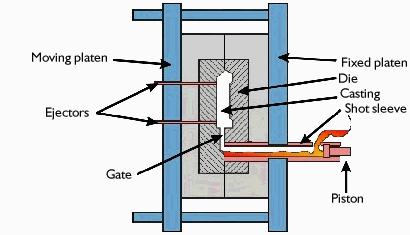
ریخته گری تحت فشار
جریان ناشی از فشار کم در انتهای سیکل تزریق
یکی از دلایل بروز تخلخل، جریان ناشی از فشار کم در انتهای سیکل تزریق (قبل از اعمال فشار
مضاعف) است که باعث افت فشار مواد در انتهای سیکل یعنی دقیقاً در جایی میشود که به آن
احتیاج است. این نکته را باید در ذهن داشته باشید که وقتی تخلخل در نتیجه این عامل ایجاد
شده باشد، (جریان ضعیف) این تنها قسمتی از عیوب خواهد بود. یعنی هر چیزی که باعث تخلخل
جریان شود، (مانند فشار کم تزریق) بدون شک باعث عیوب دیگری را نیز ایجاد خواهد کرد؛ به
عبارت دیگر، کیفیت پایین قسمتهای درونی قطعات که دلیل آن فشار کم است و احتمالاً تعدادی
از عیوب دیگر را در آنجا خواهیم داشت.
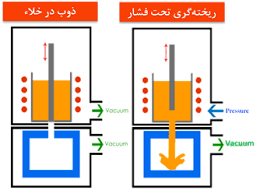
ریختهگری تحت فشار
درجه حرارت کم مواد
علاوه بر این، تخلخل جریان میتواند به دلیل درجه حرارت کم مواد ایجاد شود. این بدان معناست
که درجه حرارت مواد در گلویی تزریق بیش از حد کم است که معمولاً دلیل آن نگهداری مواد در
درجه حرارت پایین در کوره نگهدارنده است. همچنین این مسئله میتواند به علت سرد شدن مواد
در ملاقه و سیلندر تزریق در فرآیند ریخته گری باشد. درجه حرارت پایین مواد مانع از پاشش و
لحیم شدگی میشود. در چنین وضعیتی ممکن است ظاهر قطعه ریخته گری چندان بد به نظر نرسد
و بنابراین، برای اپراتور ریخته گری قابل قبول باشد، ولی تخلخلهای درونی در قطعه ریخته گری
مستتر بوده و در فرایندهای ثانویه ریخته گری این موضوع آشکار شود.

یک متری سنگین
در این میان باید به یاد داشته باشید که تغییرات دمایی را ثبت کرده و اثرات آن را بررسی کنید،
چون در غیر این صورت، این عامل (تغییرات درجه حرارت) باعث تغییراتی در قطعه ریخته گری
خواهد شد که اثرات خود را در فرایندهای بعدی و مکمل نشان میدهد. درجه حرارت بسیار پایین
قالب ریخته گری با مواد دارای دمای پایین، فاصله جریان بلند و زمان پر شدن طولانی با هم ترکیب
شده و خود را بهعنوان عیوب جریان نشان میدهد.

پروانه مرطوب ساز
اهمیت بررسی این موارد
تمامی این موارد در ایجاد این عیب مکمل یکدیگر هستند و بنابراین، چنانچه هرکدام از آنها
بهصورت مجزا بررسی شوند، تنها مقدار ناچیزی انحراف در آنها دیده میشود که از نظر بازرس
کنترل کیفیت مسئله چندان مهمی نخواهد بود؛ حال آنکه وضعیت کاملاً برعکس است. تنظیم،
کنترل و پایش هر کدام از این عوامل در محدوده طراحی شده بسیار مهم و مطلوب است. یکی
دیگر از عوامل بروز تخلخل جریان در قطعه ریخته گری زمان پر شدن طولانی و بسیار آهسته
است. تشخیص این نوع تخلخل از تخلخل انقباضی، هنگامی که قطعه برش زده میشود بسیار
مشکل است. نحوه تشخیص این نوع از تخلخل به روشهای زیر میسر است:
تنظیم ماشین اشعه x به طور دقیق ممکن است خطوط بین جریان را در داخل قطعه ریخته گری نشان دهد.
آزمایش سطح دارای تخلخل جریان، خاصیت ساختار دندریتی مانند تخلخل انقباضی را از خود نشان نمیدهد.
آزمایش کردن تخلخل، برش دادن قطعه در جهت جریان مشاهده شده و استفاده از جوهر قالب در ناحیه
تخلخل. چنانچه مسیر جریان جوهر قالب تقریباً بهصورت مستقیم از محل تخلخل عبور کند، احتمالاً
نشان دهنده خطوط مابین جریان است و همین امر باعث تشخیص عیب جریان خواهد شد.

زیمنسی سایز ۸۰
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری تحت فشار و روش و مزایای آن را برای کاربران و خوانندگان محترم
خود فراهم کرده است. برای کسب اطلاعات بیشتر در مورد محصولات ما یا سفارش محصول خاص
میتوانید با استفاده از بخش تماس با ما با کارسناسان ما مشورت کنید.
نظرها و پیشنهادهای سازنده خود را برایمان بفرستید.
شرکت رباط فن
نظرات سایت