آشنایی با ریخته گری گریز از مرکز – قسمت اول
ریخته گری گریز از مرکز یا Centrifugal Casting یکی از روشهای معمول برای تولید لولههای فلزی است. در این روش، برای شکلدهی از یک قالب چرخنده استفاده میشود. اغلب پروفیل لولهها و بهطورکلی شکلهای تولیدشده به این روش دایرهای هستند، ولی برای تولید پروفیلهای ششگوش و متقارن هم به کار میرود. این روش مربوط برای اولین بار در اوایل قرن نوزدهم میلادی و کشور انگلستان استفاده شده است که در آن زمان فردی به نام آنتونی اکهارد برای تولید لولههای چدنی از آن استفاده میکرد

ریخته گری گریز از مرکز
فرایند ریخته گری گریز از مرکز
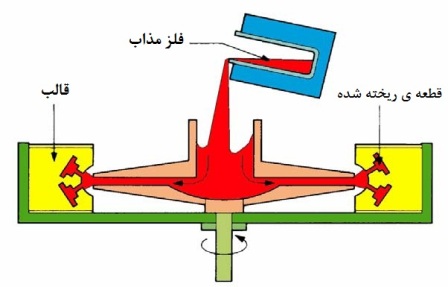
در ریخته گری گریز از مرکز ابتدا فلز مذاب را به درون قالب دوار میریزند و سپس با توجه به وارد آمدن نیروی گریز از مرکز به فلز مذاب به سمت بیرونی قالب متمایل میشود. اکنون فرایند انجماد از دیواره قالب شروع میشود و نیروی گریز از مرکز با راندن مذاب به سمت دیواره قالب باعث انجماد و شکلدهی حلقوی به فلز میشود. لازم به ذکر است که در فرایند ریخته گری گریز از مرکز از هیچگونه ماهیچه داخلی برای شکلدهی به مذاب استفاده نمیشود؛ علاوه بر این، با توجه به خاصیت فرآیند، در این روش برای ریختهگری مذاب از راهگاه هم استفاده نمیشود. بدیهی است که ضخامت نهایی دیواره تولیدی هم تابعی از حجم مذاب اولیه ورودی است.
در روش ریخته گری گریز از مرکز به خاطر عمل چرخش و اختلاف چگالی بین ناخالصیها و مذاب فلز اصلی موردنظر، ناخالصیها همه روی سطح لوله جمع میشوند و آنها را بهسادگی میتوان با یک ماشینکاری برداشت. در فرآیند ریخته گری برای تولید ضخامتهای بالا تغییر کوچکی در فرایند به وجود میآورند و آن این است که فرایند انجماد از هر دو سو، یعنی درون لوله به بیرون آن و بیرون به سمت درون شروع میشود و در این مورد چون احتمال به وجود آمدن مک کمی بالا میرود از گرماسازهایی برای گرم کردن سطح داخلی استفاده میشود که این کار باعث شروع انجماد از بخش بیرونی میشود.

زیمنسی۴۰سانت
شرح سیستم ریخته گری گریز از مرکز
درواقع سیستم از یک منبع ریختن مذاب، اریفیس (برای جاری شدن تدریجی مذاب از منبع ریختهگری به قالب در حال چرخش)، قالب در حال چرخش، چرخهای گرداننده قالب که هم در زیر و هم در روی آن هستند و یک موتور برای ایجاد توان لازم برای حرکات قالب.

پروانه یک متری سبک
مزایای ریخته گری گریز از مرکز
۱. با استفاده از این روش میتوان اجزای استوانهای فراوانی را تولید کرد
۲. دقت ابعادی مناسبی دارد؛ علاوه بر این، قطعه تولیدشده درستی و اعتبار خوبی دارد.
۳. پس از ریختهگری به تمیزکاری نیاز نیست. (البته اگر نیاز به شکل دقیقی وجود داشته باشد، قطعه باید تمیزکاری شود)
۴. کاهش استفاده از ماهیچه گذاری و ایجاد راهگاه در ریختهگری
۵. قطعات تولیدشده به روش ریخته گری گریز از مرکز خواص مکانیکی بسیار خوبی دارند.
۶. عیبهای به دام افتادن هوا و ایجاد حفره در ریخته گری گریز از مرکز بسیار ناچیز است؛ علت اصلی این مسئله جدا شدن گازها به دلیل سرعت دورانی است.
۷. به دلیل شکلگیری خوب دانهها در سطح خارجی قطعه مقاومت به خوردگی (corrosion resistance) آن بسیار بالا است.
۸. امکان تولید قطعات با شمار بالا با راندمان ریختهگری بالا در حدود نودوپنج درصد.
۹. امکان ریختهگری فلزات با وزن مخصوص بالا

پروانه مرطوب ساز
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری و روش و مزایای آن را برای کاربران و خوانندگان محترم
خود فراهم کرده است. برای کسب اطلاعات بیشتر در مورد محصولات ما یا سفارش محصول خاص
میتوانید با استفاده از بخش تماس با ما با کارسناسان ما مشورت کنید.
نظرها و پیشنهادهای سازنده خود را برایمان بفرستید.
شرکت رباط فن
نظرات سایت