آشنایی با ریخته گری قالب پوستهای (Shell Mold Casting) – قسمت اول
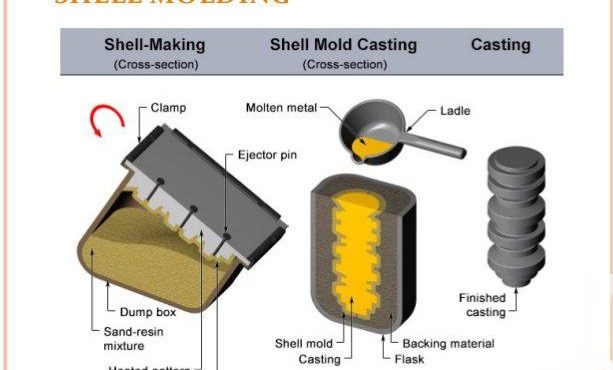
ریخته گری قالب پوستهای یکی از معروفترین و رایجترین روشهای ریخته گری با روشهای دارای قالب تک بار است که دقت ابعادی بسیار بالایی دارد. این روش هم برای فلزات آهنی و هم فلزات غیر آهنی استفاده میشود؛ اما استفاده از آن برای چدنها، آلومینیوم، مس، فولادهای ضدزنگ و انواع آلیاژهای آهنی رایجتر است. در این روش، برای ریخته گری از یک قالب با پوسته نازک (حدود۱۰ میلیمتر) از جنس ماسه استفاده میشود که این ماسهها با استفاده از چسبی از جنس رزین ترموپلاستیک(نظیر فنل فرمالدهید) کنار هم دیگر قرار داده میشوند و همانطور که ممکن است حدس زده باشید، این روش به روش قالب ماسهای در ریخته گری شبیه است از این جهت که هر دو این روش، از نوع ریخته گری با قالب تک بار (یک بار مصرف) هستند.
سابقه استفاده از این روش برای ریخته گری به حدود سال ۱۹۴۰ میلادی در کشور آلمان میرسد.

ریخته گری
روش انجام ریخته گری قالب پوستهای
مرحله اول
ابتدا الگویی فلزی گرم شده روی محفظهای که ماسه و رزین در آن هستند، قرار داده میشود؛ لازم به تذکر است که الگو معمولاً از چدن ساخته میشود.
زیمنسی سایز۶۰
مرحله دوم
در این مرحله، با برعکس کردن سیستم، ماسهها به روی الگوی گرم شده (در محدوده دمایی ۲۳۰ تا ۳۱۵ درجه سانتیگراد) ریخته میشوند و لایهای از ماسه بر روی الگو تشکیل میشود. درواقع، در این مرحله با گرم شدن مخلوط رزین و ماسه، رزین موجود در آن ذوب شده و اطراف ذرات ماسه را میگیرد و باعث چسبیدن ذرات ماسه به همدیگر میشود.
مرحله سوم
الگو دوباره به حالت ابتدایی بازگردانده میشود تا ماسههای اضافه از آن خارج شوند، معمولاً پس از این مرحله ضخامت ماسهها در حدود ۱۰ تا ۲۰ میلیمتر است؛ اما در حالت کلی این ضخامت تابعی از دما و زمان نگهداری الگو در این حالت است.
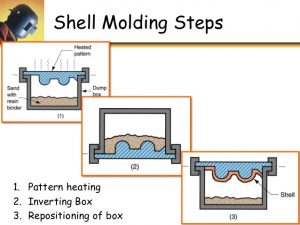
مرحله اول تا سوم ریخته گری قالب پوستهای
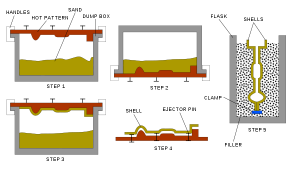
مرحله چهارم
حال در این مرحله، الگو در هیتر برده میشود تا ماسهها به خوبی مستحکم بشوند، در اصل این مرحله برای عمل آمدن (عملکرد کامل و درست) رزین انجام میشود (استحکام مکانیکی پوسته سخت سازی شده در حدود ۳۵۰ تا ۴۵۰پوند بر اینچ مربع (psi) است که بر اساس واحد متریک معادل است با محدوده ۲٫۴ تا ۳٫۱ مگا پاسکال).
مرحله پنجم
حال ماسهها با استفاده از پینهای جداساز (Ejector Pins) از الگوی اولیه خود جدا میشوند.
ریخته گری قالب پوستهای
مرحله ششم
اکنون این الگوهای ماسهای بهعنوان الگوی اصلی برای قالب ریخته گری هستند که در یک فلاسک فلزی (قالب ریخته گری ) گذاشته و بر روی قطعاتی فلزی سوار میشوند و پس از آن که محکم کاری قالب به خوبی انجام و الگوی ماسهای با گیرهها مهار شد، مذاب ریخته میشود.
مرحله هفتم
سردسازی: در این مرحله مذاب به اندازه کافی سرد شده و انجماد انجام میشود و شکل قطعه نهایی به دست میآید.
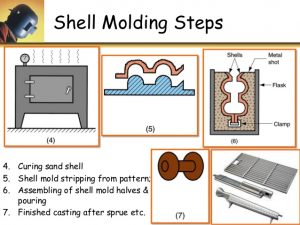
مراحل چهارم تا هفتم ریخته گری قالب پوستهای
مرحله پایانی
پس از سردسازی قالب موردنظر شکسته میشود تا قطعه نهایی از آن خارج شود.

پروانه های ایندولا
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد ریخته گری قالب پوستهای برای کاربران و خوانندگان محترم خود فراهم کرده است.
در پستهای بعدی خود انواع روشها را به طور مجزا تعریف خواهیم کرد.
برای کسب اطلاعات بیشتر در مورد محصولات ما یا سفارش محصول خاص
میتوانید با استفاده از بخش تماس با ما با کارسناسان ما مشورت کنید.
نظرها و پیشنهادهای سازنده خود را برایمان بفرستید
شرکت رباط فن
نظرات سایت