ریخته گری گریز از مرکز چیست – قسمت سوم
در دو قسمت مقاله پیشین اطلاعاتی را در مورد ریخته گری گریز از مرکز برایتان فراهم کردیم. حال در این قسمت ادامۀ مقاله را میتوانید بخوانید.
در این قسمت از ریخته گری گریز از مرکز یک سنبه هاب الگو از جنس فولاد با کیفیت بالا ساخته میشود. در اینجا، مقدار انقباض آلیاژ مس – بریلیوم چیزی در حدود ۰/۰۰۴ میلیمتر به میلیمتر ( اینچ به اینچ ) است. بنابراین، اندازه هاب به نسبت مقدار فوق باید بزرگتر ساخته شود.
حال در این مرحله از ریخته گری گریز از مرکز سنبۀ هاب الگو به یک صفحه بسته شده و در داخل یک محفظه قرار میگیرد. ابتدا مجموعه را پیش گرم میکنند و به موازات صفحه پرس روی صفحۀ پایین پرس هاب بسته میشود.
ریخته گری گریز از مرکز
در مرحلۀ بعد، مواد مس – بریلیوم مذاب، درون فضای ایجاد شده بین محفظه و هاب ریخته میشوند. در این مرحله، برای محافظت از هاب اغلب از یک محافظ استفاده میشود.
در اینجا، یک پلانچر که به صفحۀ متحرک پرس بسته شده بر روی مذاب مس – بریلیوم قرار گرفته و به مذاب نیرو اعمال می کند. پلانچر یک انطباق لغزشی خوب با سطح داخلی محفظه دارد.
وقتی که آلیاژ مس – بریلیوم منجمد شد، پلانچر را به سمت بیرون کشیده و قطعه منجمد شده و سنبه هاب را نیز از داخل محفظه خارج میکنند. سپس، هاب از داخل قطعه منجمد شده و اطراف قطعه متناسب با صفحه نگهدارنده قالب ماشین کاری میشود.
سپس قطعه آنیل شده، عملیات سخت کاری میشود و با مقدار کمی عملیات پرداخت سطحی در صفحه نگهدارنده نصب میگردد.

ریخته گری
مزایای این روش از ریخته گری گریز از مرکز مانند مزایای بیان شده برای روش هوبینگ سرد روی فولاد است. در هر حال، یک تفاوت اساسی بین این دو روش وجود دارد. در روش ریخته گری گریز از مرکز فشاری آلیاژ مذاب مس – بریلیوم پیرامون سنبه هاب الگو را اشغال میکند، در حالی که در روش هوبینگ سرد، هوبینگ سنبه هاب الگو به داخل فولاد فشار داده میشود. اغلب شکلهای پیچیدهتر و ظریفتر با استفاده از روش ریخته گری گریز از مرکز فشاری ساخته میشوند بدون این که احتمال خطر شکستن سنبه هاب وجود داشته باشد.
باید توجه داشت که مزیت اصلی این روش ریخته گری گریز از مرکز استفاده از خواص آلیاژ مس – بریلیوم است. عمده ترین محدودیت در این فرآیند اندازه ی قطعه است. این محدودیت به اندازه پرس قابل دسترسی و ظرفیت مذاب گیری دارد.
زیمنسی سایز۶۰
ریخته گری گریز از مرکز
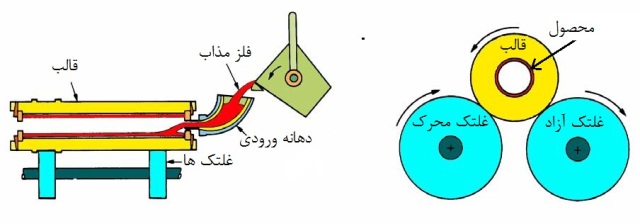
معمولا برای تولید لوله استفاده میشود. در این روش، قالب را با سرعت دوران میدهیم. مذاب با سرعت به طرف انتهای قالب هدایت می شود.(لوله چدنی)
ریختن مذاب در قالب در حال دوران
عقب کشیدن قالب برای ایجاد طول لوله
بیرون اندازی لوله

مولتی فن سایز۸۰
مزایای ریخته گری گریز از مرکز
جدا شدن ناخالصی و گازها
انجماد تحت فشار، به علت نیروی گریز از مرکز مذاب در ریخته گری گریز از مرکز
تحت فشار جامد می شود؛ بنابراین دارای تخلخل کمتری است.
حذف ماهیچه
حذف سیستم راهگاهی و امکان تولید انبوه
روشهای ریخته گری گریز از مرکز
الف) آبگرد (دی لاوود)
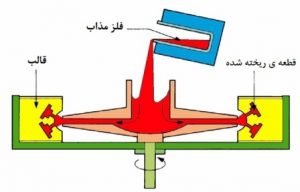
ب ) قالب گرم

پروانه جت فن سایز ۷۰
روش آبگرد ریخته گری گریز از مرکز
در سال ۱۹۲۰ یک دانشمند برزیلی قالب فولادی آلیاژی ساخته و داخل یک محفظه که پر از آب بود، قرار داد. به دلیل وجود جریان آب در اطراف قالب، انجماد سریع صورت گرفته و گردش دورانی قالب باعث شد همواره انجماد از سطح دیواره به سمت داخل انجماد صورت گیرد. دستگاههای آبگرد میتوانند لولههایی به قطر ۵۰۰ میلیمتر و طول ۶ متر با ظرفیت ۱۳ لوله در ساعت تولید کنند. (برای تولید چدن سفید)

پروانه مرطوب ساز
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری گریز از مرکز را برای کاربران و خوانندگان محترم خود فراهم کرده است.
اگر در مورد محصولات ما به اطلاعات بیشتری نیاز داشتید یا قصد سفارش محصول دارید، با
استفاده از بخش تماس با ما میتوانید با کارشناسان ما تماس گرفته و مشورت بخواهید.
منتظر نظرها و پیشنهادهای سازنده شما عزیزان هم هستیم.

دمنده کوره
نظرات سایت