آشنایی با ریخته گری گریز از مرکز – قسمت دوم
در بخش پیش قسمت اول مقاله آشنایی با ریخته گری گریز از مرکز را برایتان منتشر کرده و در مورد
آن توضیحاتی دادیم. در اینجا میتوانید توضیحات تکمیلی را در مورد آن بخوانید.
محدودیتها و تلرانس: محدودیت ضخامت و قطر
محدوده ضخامت برای ریخته گری گریز از مرکز بین ۲٫۵ تا ۱۲۵ میلیمتر است که است با محدوده ۰٫۱ تا ۵
اینچ برابر است. قطر لولههایی که در این روش تولید می شوند، معمولاً بین ۳ تا ۱۵ متر است (معادل با
۱۰ تا ۵۰ فوت).

پروانه یک متری سبک
تلرانس ودقت نهایی
میزان تلرانس برای قطر داخلی و خارجی متفاوت و به این صورت است: ۱. تلرانس برای قطر خارجی
در حدود ۲٫۵ میلیمتر (معادل ۰٫۱اینچ) است. ۲. تلرانس برای قطر داخلی در حدود ۴میلیمتر (معادل
۰٫۱۵ اینچ) است.

زیمنسی۴۰سانت
فلزات معمول
ریخته گری گریز از مرکز برای فلزاتی از قبیل آهن، فولاد، فولاد ضد زنگ (Stainless steel)، آلیاژهای
آلومینیوم، مس و نیکل استفاده می شود.

پروانه های ایندولا
جزئیات وکاربردهای بیشتر ریخته گری گریز از مرکز
ریخته گری گریز از مرکز را در اصل روش به سه روش می توان انجام داد:

پروانه مرطوب ساز
ریخته گری گریز از مرکز کامل یا حقیقی
در بالا توضیحاتی در مورد آن دادیم.
ریخته گری نیمه گریز از مرکز(Semi Centrifugal Casting) :
این روش نسبت به روش قبل سرعت چرخش کمتری دارد و بر خلاف روش قبلی که در آن یک قطعه
با ضخامت یکسان تولید میشود، در اینجا معمولاً قالب حفره هایی دارد که باعث می شوند قطعه
ضخامت ثابتی در سراسر خود نداشته باشد. در این روش قالبها از جنس ماسه ساخته میشوند و این
روش معمولاً برای تولید قطعات دیسکی شکل هم به کار می رود.

پروانه دم فشار قوی ریختگی
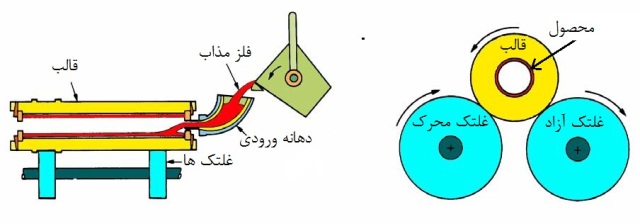
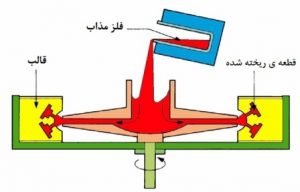
ریخته گری گریز از مرکز یا سانتریفیوژ: (Centrifuge Casting)
در این روش هم معمولاً قالب حول یک محور دورانی قرار میگیرد و بعد با ریختن فلز مذاب به راهی
که از محور میگذرد همراه با چرخش، مذاب وارد قالب شده و فرایند انجام می شود (مشابه این روش
برای شکلدهی زیورآلات ساخته شده از طلا کاربرد دارد). خود روش ذکر شده ریخته گری گریز از مرکز
را می توان به دو صورت افقی و عمودی انجام داد که البته برای تولید لولههای فلزی از روش افقی آن
استفاده میشود. نکته مهم دیگر این است که برای تولید ضخامت کمتر در روش ریخته گری گریز از مرکز
با توجه به وجود نیروی گریز از مرکز میتوان از بالا بردن سرعت قالب چرخان استفاده نمود (در واقع
سرعت قالب مانند یک ابزار کنترلی در دست ما برای تعیین ضخامت است).
زیمنسی سایز۶۰
کاربردهای ریخته گری گریز از مرکز
این روش برای تولید قطعات کمپرسورهای به کار رفته در موتورجت، لولههای کورههای صنایع پتروشیمی،
صنایع نظامی، دیگهای بخار، نازلها، چرخ دندهها، چرخها، بوش، آستر سیلندر موتور ورینگهای یاتاقان
کاربرد دارد.
ریخته گری گریز از مرکز
عیوب معمولی که در ریخته گری گریز از مرکز رخ میدهد
ترکخوردگی، چروکشدن سطح لوله، بریدگی لوله، تردی لوله، ساچمهای شدن سطح لوله، حفرههای نشتی
یا سوراخشدن سطح لوله، فشردگی بیش از حد مذاب به دلیل بالا بودن میزان دور (سرعت) دستگاه و ریزش
مذاب به دلیل پایین بودن سرعت چرخش قالب از جمله عیوب معمولی هستند که ممکن است در روش
ریخته گری گریز از مرکز مشاهده بشوند. ترکها در این روش ممکن است به دو صورت طولی یا عرضی
ظاهر شوند که به ترتیب با افزایش دمای مذاب و کاهش سرعت سرد شدن از این عیوب جلوگیری نمود. نیامد
کردن هم در مواردی بهویژه در روش سانتریفیوژ ممکن است رخ بدهد که میتوان آن را با افزایش سیالیت،
افزایش دمای ذوب و ایجاد سرعت دوران یکنواخت این مشکل را برطرف نمود.

ملخی پر دور سایز ۷۰
شرکت رباط فن
شرکت رباط فن تولید کننده انواع پروانههای دمنده ها و مکنده ها در این مقاله اطلاعاتی مفید
در مورد نکات مهم حرفه ریخته گری و روش و مزایای آن را برای کاربران و خوانندگان محترم
خود فراهم کرده است. برای کسب اطلاعات بیشتر در مورد محصولات ما یا سفارش محصول خاص
میتوانید با استفاده از بخش تماس با ما با کارسناسان ما مشورت کنید.
نظرها و پیشنهادهای سازنده خود را برایمان بفرستید.
نظرات سایت